
 �M�bʽ�ȵ�
�M�bʽ�ȵ� �}�_��ʽ���m��
�}�_��ʽ���m��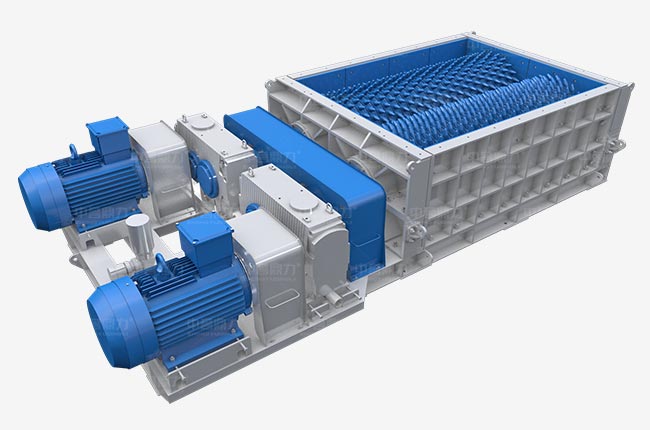 �p�X݁����C
�p�X݁����C
�����˽�����C�O�����P�Y�ϣ���Ϣ�������������ͨ�^�ھ���ԃ������]�����Ԓ��ͬ�ţ��c�҂�ϵ��
���՟ᾀ��400-700-2111
CH660�θA�F����C���Ä��F�����F�r�壬ƽ��ʹ�É�����Ӌ�H��700~800h���\�гɱ��^�ߣ�������O���\�D�ʣ����L����\�D���ڣ��ɱ���Ԕ���ɿ�����Ԕ��
��CH660�θA�F����C�r������a���졿CH660�θA�F����C���Ä��F�����F�r�壬ƽ��ʹ�É�����Ӌ�H��700~800h���\�гɱ��^�ߣ�������O���\�D�ʣ����L����\�D���ڣ��ɱ�������́���ҽ�B��CH660�θA�F����C�r������a���졣
һ�����a�^���о�
����CH660�θA�F����C���b��D���O����\�Р�r������ԭ�����Լ����F�����F�r��İ��bҪ�c������ԓ����ĽY�����c���b��γߴ磬�M�Мy�L�OӋ���r������a�D�ӡ�
1. ���|�x�ɷָ�������Ĺ��r�l����_�����҂��x����|��ZGMn13Cr2Ti�������������W�ɷ֣�Wc��1.2%��1.3%��Wsi��0.3%��0.8%��Wmn��11%��13%��Wcr��1.5%��2.5%��Wti��0.05%��0.1%��Ws��P��0.08%��Wre���ࣼ0.035%��
2. ��ˇ�^�̿���
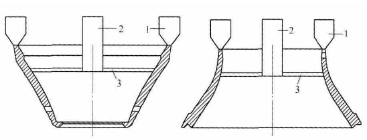
��1��ģ��������ˇCH660�θA�F����C���F�����F�r�������ʧģ�ֲ�����ճ�����w�ֹ�����ģ��������ɡ�횹����������λ�x��ʴ_��ģ�Ӵ�ֱ�Ⱥ�ͬ�S��Ҫ���F�r�壺���D1��ʾ��ˇ����ģ�ӣ��ڈA�ܷ������ȷ֣��߶ȷ����5�����M�ИӰ�Řӣ��ֲ�����ģ�ӣ���A �����ʣ���ճ�Ϣ١��ݲ��֣�У�ʸ�����ģ��ͬ�S�ȣ�����ˇ�DҪ���M�����w�ֹ�������ģ�Ӝʴ_�c���������F�r�壺���D2��ʾ��ˇ����ģ�ӣ��ڈA�ܷ������ȷ֣��߶ȷ�����������M�ИӰ�Řӣ�����ģ�ӣ���B �漰���⏽����ʣ��Ȍ��١��ڡ������w����ճ��У������ճ�Ϸ��m�ܣ����wУ����ֶ�ճ��12����λ�N�ݡ�����ˇ�DҪ���M�����w�ֹ���ģ��
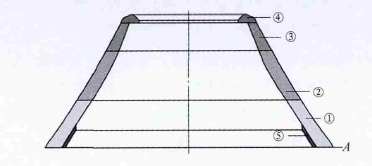
�D1
2��Ϳ�Ϲ�ˇ ����Ϳ�ϵĻ��ơ�Ϳ������ƹ�ˇ���Ȍ�C M C���w�S�أ��Ü�ˮϡ
ጣ��������CMC��ˮ=1��40�������o��12h���ϣ��ٌ�C M Cˮ��Һ���딇��Ͱ�ȣ�����1��2h���Ӱ����z����0.5��1h��Ȼ���������̼���c��FeO�ۡ�����⛡�ϴ����1h���ң����ʯӢ�ۣ�����2��3h����ÿ��ʹ��ǰ����10��15min��ʹ��ɷ־���Ϳ���﹤ˇ�����ý�Ϳ��ˢͿ��Y�ϡ����ý�Ϳ�ķ����M�д���eͿ���ֲ�δ��Ϳ���IJ�λ����ˢ���aͿ��Ȼ���ɡ���ɜضȞ�30��40�棬��ɺ���ˢͿ3��4�飬��õ���Ȟ�1��3mm��Ϳ�ӡ�
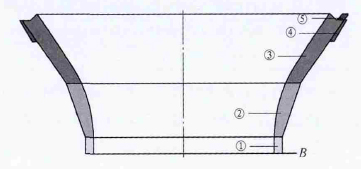
�D2
��3�����ι�ˇ ������ʧģ�T�죬��עϵ�y�OӋ��D3��ʾ��
��a�����F ��b�����F
�D 3
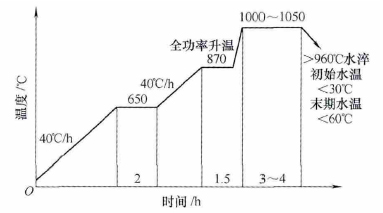
��4���۟�����ע��ˇ ���T�܇�g�M�����aԇ�����|�ɷ�Ҫ���M�к������ϡ�ұ�������۟��^���У�횿����Һ�е��������A�s��i̼�ȡ�߀ԭ��Ó���ȡ��۟��ضȿ�����1500��1550�棬��䓜ضȿ�����1480��1500�档
��5����̎����ˇ ��D4��ʾ��
�D4 ��ɢ������ˇ����
����ԇ�Y��������
1. ԇ�Y��
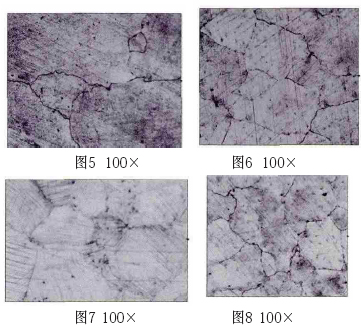
�քe��4�Mԇ���M���˙z�y���@�M����D5���D8 ��ʾ�����W����Ҋ���������W���ܺͽ���M��
2. �Y������
�ĸ������D5���D8�ɿ��������a���r���T�������^�õľC�����ܼ������Ľ�����ò���_�����A��Ч����



���W����ƙC�ڰlչ����������ܣ����W����ƙC�Dz����ٔ��Vɽ���Iͨ�á��ձ����ʯ�C�����˕r����ÿ����ʯ�C�����a�̵�����Cе����ʹ�����h�h����������ʯ�C��10
��݁ʽ��ɰ�C�O��Y���M��_����ԭ��_�������c��݁ʽ��ɰ�C�O��Ҳ���Q�錦݁��ɳ�C����݁��ʯ�C�����ӹ�ԭ��չ�_����������������������Q�������ǿɽ�Q��ʯ��߀��
�b������C����c��̖�^�࣬������ʽ��I���������͑�����������r�ģ�����Ј��ϲ��]�Мʴ_������Ԕ���������ԃ�҂��ھ��ͷ��M���˽⡣
�V������C�r�����O����͡���̖�a�������a�S�̵�Ӱ푣���Ҋ�ij�������ʽ����C�Ј��r�� 2-280�f����������A�F����C�Ј��r��15-220�f���������鷴��ʽ
�Z��ʯ����һ����Ӳ�����ϣ��܌���������O���Ќ�݁ʽ����C�������rλ1-30�f�����_��ʽ����C��������r��6-50�f���ң���HVI�_��ʽ����C����r�����20-1
���Ԍ��������M������ęCе���ϻ����ʽ����C���O�����ȴ�Ч�ܸߡ����캆Ҫ������ȴ�Ʒ���κ÷����ƣ�������ɰ�_��ʽ����C�O�䣬�����aɰ�Ӳ���ȱ�ٵęCе��
�p��ʽ����C�r������Cе��Fԭ�σr���������ӣ����ϲ�ͬ��̖�������ȣ��������ȣ�늙C���ʵȲ�ͬ���Ј��p��ʽ����C�������������p��ʽ����C�r���yһ����ǰ�ں�����
�������O�����a���������ߣ��������O�����������Ŀ�е���Ҫ�Cе����ͬ��̖�������O�����a����Ҳ������ͬ���������������O������a������Ҳ��ÿ���͑������a�������
�����˽�����C�O�����P�Y�ϣ���Ϣ�������������ͨ�^�ھ���ԃ������]�����Ԓ��ͬ�ţ��c�҂�ϵ��
