���ƙCе������ԭ�V���^�����I�����ԕ���ƫ���S�ϵ��F�ס��ܷ��״���һ���֘���©������ʹƫ���S���F�ס��w݆�r���a��ĥ�p�������ޏ������L��Ӱ����a���������������ԣ��҂��������Cеƫ���S�ĸ��M������һ���ֽ��������w���д�ʩ��
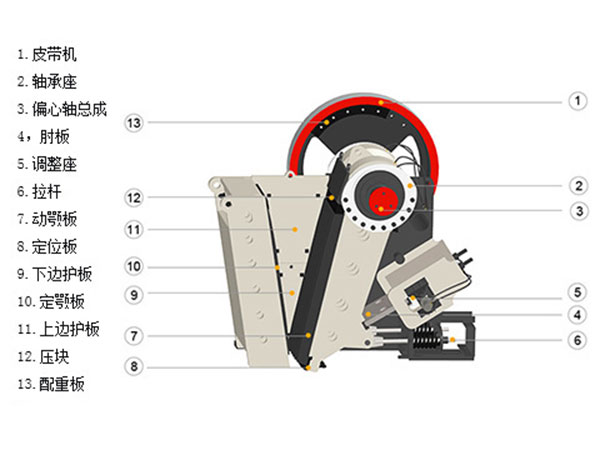
1���ܷ����F���ݼy��������������Ƥ��݆�˼��w݆���ܷ��ס��F���ݼy�������������\�D�У�ƫ���S���w݆��څ�ݿ�����r�څ�����D����ƫ���S�ʹ�F����r�څ���D�r��Դ�ڑT���������ã��ܷ�����һ��형r�څ�����D�����أ�Դ���w݆���cƤ��݆���ܷ����ݼy�������������ԃɂ��ܷ�������Ƥ��݆څ���ƄӵăA��Ƥ��݆�˵��ܷ�����Ƥ��݆څ���Ƅӕr������Ƥ��݆픾o�������^����ԓ�˵��F������픾o��ƫ���S�ϣ�����Ƥ��݆���F�כ]�Юa���^�Ʉӣ����w݆���ܷ�����Ƥ��݆څ���Ƅӕr�����x�_�w݆���棬ʹ�F����ƫ���S��ʧȥ픾o�������ö������ɄӰl��ĥ�p��
2���F���cƫ���S������g�Ľ��|��e�������������|��e��ռ�����e��80%���ſ����γɱM���ܵ�Ħ�����Կ˷��F�đT�������҂�������ƫ���S������b���Õr���]���˽�÷��������Խ��|��e���^80%��ʹ�F����ƫ���S�Ϯa���Ʉӣ�һ���Ʉӣ�ƫ���S��A���F�׃ȿ״˕rĥ�p�������w݆����ĥ�p��ʹ�Cе�o���\�D��

1��׃���w݆���ܷ����c�F���ݼy��������ݼy�������r���ܷ�����Ƥ��݆���Ƅӣ�Ƥ��݆�˵��F�ײ����Ʉӣ��������u�����ع����ƙCеƤ��݆���ݼy������׃�������w݆���ܷ����F���ݼy�������Ğ������Ժ���ƫ���S��r�څ�����D�r��Դ�ڑT���������ã��ܷ������w݆څ���ƄӶ�픾o�w݆�����^�팢�w݆���F���ι�픾o��ƫ���S�ϣ�ʹ�F����ƫ���S�ϲ��a���Ʉӡ�
2���ޏ�ƫ���S�c�F������棺ע����|��e����ĥ�p��ƫ���S�Լ��F����늺������Ѻ����ڴ�܇�Լ���܇�������������ĥ����ĥ�ķ�����:���ޏͺõ��F�ŵ�ƫ���S���������������400Ŀ�˽���ɰ����ĥ���|��һ����ĥ0.5h���ѽ���ɰ����������Ϳ����ӡ����У�粻���ƣ���ǰ����������ĥ��ֱ���_��Ҏ����ֹ��
3���ޏ�ĥ�p���w݆���棺Դ���w݆�c�ܷ����|����ĥ�p100���ף��������w݆һ߅���һ��100�����L�Ķ��ף��Ա����w݆��ƫ���S�ϵ�λ�ù̶���

�v��������헶��ƙC���M��ͨ�^��������Ч������ƫ���S�c�F�כ]�Юa���^�Ʉӣ����H���s��������������Y�����˙z���ˆT�������������˶��ƙCе���g��B�������˙Cе���L�r�g����������˙Cе�\�D�ʡ�
����632�˳ɹ����c
�S���N�۲���18336065555
�ۺ���ղ���0373-4222222